
机加模块壳体带电的原因,通常有三种:
一、电器带电部分和外壳之间的绝缘被击穿或严重损坏。人体碰到壳体有强烈的电击感,往往不能自我控制脱离。
二、电器的绝缘性能不良。这种情况下,人体触及壳体有“麻手”的感觉,但能自我摆脱。
三、电器本身的分布电容和绝缘电阻引起的对地电压。这时人体碰到金属外壳会有轻微的“麻手”感,当手紧压在壳体上时又感觉不到了。
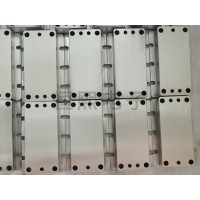
 电源模块外壳冲压件电磁成形技术说明与成形技术
电源模块外壳冲压件电磁成形技术说明与成形技术{一}、电源模块外壳冲压件电磁成形技术说明
电源模块外壳冲压件电磁成形技术是一种非接触成形工艺,其突出优点一是加工成形工效高,二是常用于金属与非金属的连接,可取代粘接或焊接;其三是不耗脯助材料如润滑油脂等,有利环境保护。利用通电线圈产生的电磁力的电磁成形工艺,是目前颇有前途的另一种新型加工手段。该电源模块外壳工艺源于六十年代核裂变研究的成果,但可惜一直没被人们注重。电磁成形工艺原理图,当线圈通入交流电时。数微秒内建立起磁场,使金属工件尤其是导电率强的铜铝材质感生出电流,感生出电流,感生电流又将受到磁场力作用,使工件产生张力与凹模吻合而成形。当线圈在工件内时,电磁力将使工件外张成形,属当前应用较广泛的一种工艺;当线圈平面平行于板件放置时,电磁力将使工件拉伸成形。开关电源模块外壳结构及产品特点
{二}、电源外壳冲压件液压式内高压成形技术优点
电源外壳冲压件液压式内高压成形技术与其他冲压成形技术相比,有几项明显优点:(1)在成形过程中可一次加工出如车桥,顶盖板,门框等大型复杂的三维几何形状的工件;(2)因为液体在成形过程中冷却作用,使工件被冷作强化,获得比一般冲压加工高的工件强度,这使得允许采用薄的板材,使工件轻量化;(3)电源外壳冲压件工件外表板面只与压力液体接触,加压过程较平缓,零部件成形变化均匀,可获得匀称的压力分布,并能获得者好得多的平滑外表面;(4)液压内盛开有的冲模和工具费用可下降40%,特别降低了凸型零件加工的节拍时间较短,约为0.1-0.5MIN,这在特种成形工艺中是较短的,可实现批量生产。
沧州恒熙电子有限责任公司(http://www.hengxidianzi.com)主营多种不同型号的晶振外壳、电源模块外壳、金属封装外壳,配备镀金、镀镍、镀锡、电泳漆、阳极氧化等表面处理加工车间、全部实现本厂自主生产加工能、缩短交期等问题。产品远销北京、上海、广州、深圳、西安、等地。