






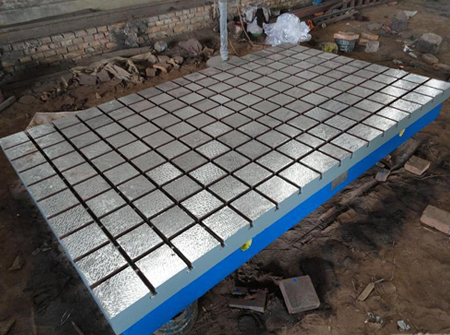
高强度铸铁HT200-300,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
装配平台应用于动力机械设备的装配及调试,表面带有T形槽,可以固定动力机械设备,要求较大的装配平台,可以拼装使用。
一般装配平台的使用寿命很长,装配平台只要采用正确的方法使用和保放,装配平台工作面的精度可以保持使用2年以上,钳工装配平台精度降低时可以通过调试或刮研工艺恢复,钳工装配平台本身的使用寿命可以达到50-100年,所以,延长钳工装配平台的寿命,保证工作质量要注意。
 机械制造技术的发展历程及工量具对机械零件的检测(测量)
机械制造技术的发展历程及工量具对机械零件的检测(测量)一、现代机械制造技术的发展历程
现代机械制造技术是一体化的、系统性的和综合性的,是现代技术和工业创新的集成,是一个国家制造水平的重要标志,是一个国家工业的支柱和基础。机械制造技术为了提高质量、效益、竞争力,发力于研究设计、生产、加工制造、销售使用、维修服务乃至回收再生,他不仅改变着人类的生活方式和生产方式,同时也改变了企业的经营管理模式和社会组织机构与文化。因此,世界各国都把机械制造技术摆在战略的高度,都开始将技术发展的关键放在机械制造技术的开发和研究工作上。
机械制造业从发展到现在,根据生产方式的变化,可以分为五种类型:第一类是劳动密集型生产方式,这包括早期的工业生产和手工制造业。第二类是随着工业化的发展,生产社会化的不断加快,设备密集型的生产方式出现,汽车制造业和轴承等这样的大批量流水线生产业被研发,这些均属于设备密集型。第三类是信息密集型生产方式,这类生产方式是指新型机电一体化设备的加工生产,它实现了人与机器设备之间的信息交流,机器能够通过获得的信息实现快速、准确的加工。第四类是知识密集型生产方式,制造理念的飞跃即属于此类生产方式,其典型代表有计算机集成制造和柔性制造在内的较少信息参与的加工,柔性制造系统、计算机集成制造系统第五类是智能密集型生产方式,敏捷制造和智能制造是这类生产的主要内容,它是一种全新的生产方式,目前正在被研究和实施。智能密集型生产方式的技术可以快速响应市场的变化,超前地开发产品,从而实现多品种产品的全过程管理。
二、机械零件的检测(测量)
1、合理选用测量基准
测量基准应尽量与设计基准、工艺基准重合。在任选基准时,要选用精度高,能保证测量时稳定可靠的部位作为检验的基准。如测量同轴度、圆跳动、套类零件以内孔,轴类零件以中心孔为基准;测量垂直度应以大面为基准;测量辊类零件的圆跳动以两端轴头下轴承的台阶将两端轴承台阶放在V型铁上为基准。零件的平面度使用铸铁平台进行测量。
2、表面检测
机械零件的破坏,一般总是从表面层开始的。产品的性能,尤其是它的可靠性和耐久性,在很大程度上取决于零件表面层的质量。研究机械加工表面质量的目的就是为了掌握机械加工中各种工艺因素对加工表面质量影响的规律,以便运用这些规律来控制加工过程,最终达到改善表面质量、提高产品利用性能的目的,如磕碰、划伤、变形、裂纹等。细长轴、薄壁件注意变形、冷冲件要注意裂纹、螺纹类零件、铜材质件要注意磕碰、划伤等。对以上检测的机械零件,检测完后都要认真作记录,特别是半成品,对合格品、返修品、报废产品要分清,并作上标记,以免混淆不清。
3、检测尺寸公差
测量时应尽量采用直接测量法,因为直接测量法比较简便,很直观,无需繁琐的计算,如测量轴的直径等。有些尺寸无法直接测量,就需用间接测量,间接测量方法比较麻烦,有时需用繁琐的函数计算,计算时要细心,不能少一个因素,如测量角度、锥度、孔心距等。当检查形状复杂、尺寸较多的零件时,测量前应先列一个清单,对要求的尺寸写在一边,实际测量的尺寸在另一边,按照清单一个尺寸一个尺寸的测量,并将测量结果直接填人实际尺寸一边。待测量完后,根据清单汇总的尺寸判断零件合格与否,这样既不会漏掉一个尺寸,又能保证检测质量。
4、检测形位公差
按国家标准规定有14种形位公差项目。关于测量形位公差时,要注意应按国家标准或企业标准执行,如轴、长方件要测量直线度,键槽要测量其对称度。
河北新创工量具制造有限公司(http://www.xcglj.com)主要产品有各种规格大理石平台、铸铁平尺、塞环规、敲击扳手等。产品广泛应用于电站、冶金、机械、化工、船舶、科研、环保、航空、汽车、农机、电器、仪表、医疗器械、五金等生产领域。为了方便用户,可根据客户要求加工订做各种非标准量具,并承接树脂砂铸造。灰口铸铁件、球墨铸铁件及铸钢件。汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、变速箱体铸件业务和机械加业务等等。







